PERT№ЬЈ¬И«іЖОЄДНИИѕЫТТП©№ЬЈ¬КфУЪѕЫП©МюАаЛЬБПЈ¬ѕЯ±ёУЕТмµДДНОВРФДЬєНБјєГµДјУ№¤ККУ¦РФЎЈФЪ№¤ЧчОВ¶Иґп70ЙгКП¶ИЎўС№Б¦ОЄ0.4ХЧЕБµДМхјюПВЈ¬ИФїЙОИ¶Ё°ІИ«ФЛРРЎЈЖѕЅиЖдїЙїїРФДЬЈ¬PERT№ЬТС№г·єУ¦УГУЪЅЁЦюИИЛ®№©У¦ЎўТыУГЛ®КдЛНј°µШ°е·шЙдІЙЕЇµИПµНіЈ¬іЙОЄПЦґъ№ЬµА№¤іМЦРІ»їЙ»тИ±µДЦШТЄІДБПЦ®Т»ЎЈ
1Ўў ИИИЫ»ъОВ¶ИУ¦±ЈіЦФЪ250ЦБ260ЙгКП¶ИЦ®јдЈ¬PE-RT II№ЬІДУл№ЬјюіРІеК±ФЪДЈН·ДЪНЈБфК±јдТЛ¶МЎЈ


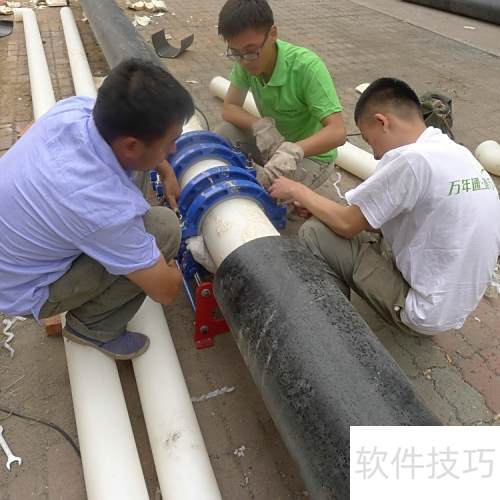
2Ўў ІЩЧчК±¶ЇЧчТЄСёЛЩЈ¬µ±№ЬІДУл№ЬјюґУДЈН·°ОіцµДЛІјдЈ¬У¦БўјґЅшРРіРІеЎЈКЧПИЅ«ИИИЫ»ъЙи¶ЁФЪ255ЎгCЈ¬Чј±ёєГPE-RT IIРН№ЬІДєН№ЬјюЈ¬ґэЙи±ёґпµЅЙи¶ЁОВ¶ИєуЈ¬ЧуКЦіЦ№ЬІДЈ¬УТКЦОХ№ЬјюЈ¬ѕщФИК©Б¦ІеИлДЈН·Ј¬Ц±ЦБЛ«КЦёРµЅТСµЦґп№ж¶ЁЙо¶ИЎЈЛжјґ№ы¶П°ОіцЈ¬ЧҐЧЎёЯОВИн»ЇК±»ъЈ¬СёЛЩЅ«№ЬІДНкИ«ІеИл№ЬјюЦРЈ¬±ЈіЦОИ¶ЁО»ЦГЈ¬µИґэІДБПАдИґ¶ЁРНєуФЩЛЙїЄЈ¬И·±ЈЅУїЪАО№МГЬ·вЈ¬Хыёц№эіМЅІѕїЅЪЧаЅфґХЎўІЩЧчБ¬№бЈ¬±ЬГвСУОуУ°ПмИЫЅУЦКБїЎЈ


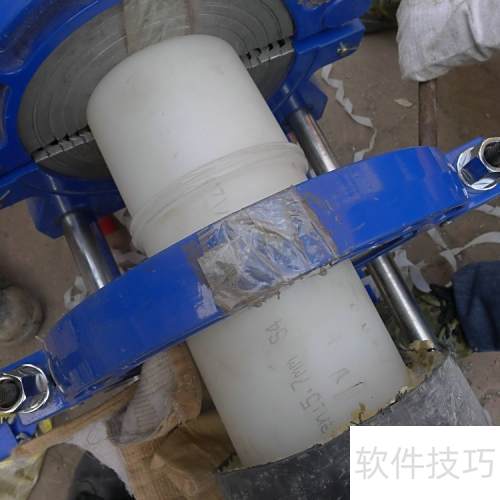
3Ўў Ѕ«ґэєёЅУµДPE-RT II№ЬІДј°ІїјюОИ№М°ІЧ°ФЪИЫєё»ъјРѕЯЦРЈ¬И·±ЈБЅХЯЦРРДПЯґ¦УЪН¬Т»Л®ЖЅЈ¬№Ь±ЪМщєПОЮґнО»Ј¬·АЦ№іцПЦёЯµН»тЧуУТЖ«ІоЈ¬ТФ±ЈЦ¤єёЅУѕ«¶ИУлЦКБїЎЈ

4Ўў ПіЖЅPE-RT II№ЬІД¶ЛГжК±Ј¬У¦ПИУГЅаѕ»ГЮІјЅ«№Ь¶ЛДЪНв100єБГЧ·¶О§ДЪІБѕ»Ј¬Лжєу№М¶ЁПіµ¶ІўНЖ¶ЇРРЧЯЧ°ЦГЅшРРПіПчЎЈІЩЧчЦРРиЧўТвБЅµгЈєТ»КЗНЛµ¶З°У¦»єВэР¶Б¦Ј¬±ЬГвН»И»і·Б¦µјЦВ№Ь¶ЛіцПЦ°јІЫЈ¬И·±Ј±нГжЖЅХы№в»¬Ј»¶юКЗНкіЙПіЖЅєуТЄ·АЦ№№Ь¶ЛФЪјУИИЗ°±»¶юґООЫИѕЈ¬±ЈіЦЗеЅаЧґМ¬ЎЈ

5Ўў ФЪЅшРРИИИЫ¶ФЅУЗ°Ј¬РиФЩґОИ·ИПЅУїЪЧґМ¬Ј¬Иф·ўПЦГчПФ·мП¶»тґн±ЯПЦПуЈ¬У¦НЁ№эµчХыЅф№МВЭДёµИ·ЅКЅј°К±РЈХэЎЈКЧПИЅ«ИИИЫєё»ъµДјУИИ°еФ¤ИИЦБ210ЦБ220ЙгКП¶ИЈ¬Лжєу¶ФPE-RT II№ЬµД¶ЛГжЅшРРјУИИИЫИЪЈ¬јУИИК±јдНЁіЈОЄ№Ь±Ъєс¶ИіЛТФ10ГлЎЈРиЧўТвЈ¬јУИИ°еПФКѕµДОВ¶ИЅцЧчІОїјЈ¬ТтЖдїЙДЬКЬ»·ѕіОВ¶И»тЙи±ёЧФЙнТтЛШУ°ПмЈ¬УлКµјКОВ¶ИґжФЪЖ«ІоЎЈЕР¶ПИИИЫКЗ·сґп±кЈ¬№ШјьФЪУЪ№ЫІм№Ь¶ЛИЫИЪєуРОіЙµД·±ЯЧґМ¬Јє·±Яєс¶ИІ»µГРЎУЪ№ЬІД±ЪєсµДК®·ЦЦ®Т»Ј¬ЗТБЅ¶ЛІДБП±ШРлід·ЦИЪєПОЄТ»МеЈ¬ОЮГчПФ·ЦЅзЈ¬·ЅїЙКУОЄєПёсЈ¬И·±ЈБ¬ЅУЗї¶ИєНГЬ·вРФДЬВъЧ㹤іМТЄЗуЎЈ



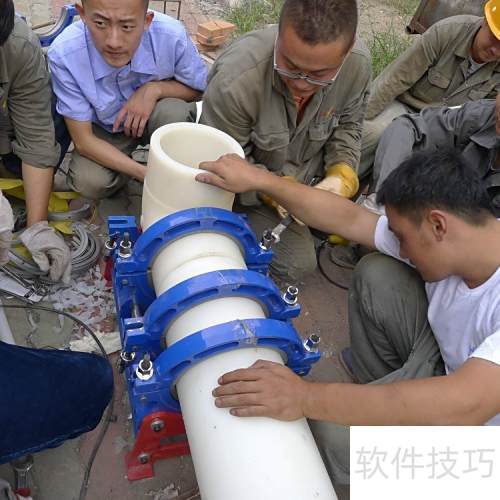
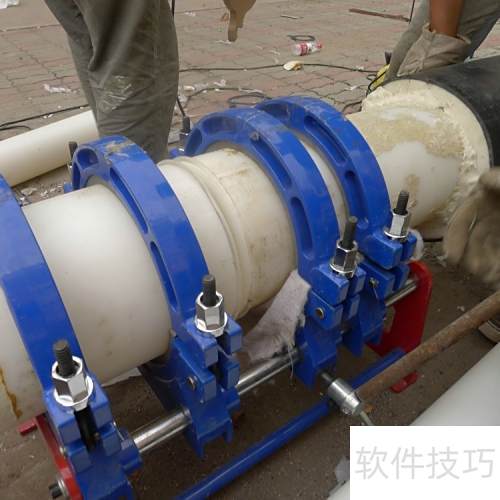
6Ўў µ±БЅёцґэИЫЅУµД±нГжЈЁОЮВЫКЗPE-RT II№ЬУл№ЬЦ®јдЈ¬»№КЗ№ЬУл№ЬјюЦ®јдЈ©ѕщґпµЅ№ж¶ЁµДИЫИЪЧґМ¬єуЈ¬У¦СёЛЩі·ИҐјУИИ°еЈ¬ІўБўјґК©јУС№Б¦К№БЅ¶ЛИЪєПОЄТ»МеЎЈК©С№єуРлВнЙПЛшЅфЛшїЫЈ¬И·±ЈЅУН·ІїО»ФЪАдИґ№эіМЦРКјЦХіРКЬОИ¶ЁµД¶ФЅУС№Б¦Ј¬Ц±µЅЅУїЪОВ¶ИЧФИ»ЅµЦБ»·ѕіОВ¶И·ЅїЙКН·ЕС№Б¦Ј¬ІўІріэ№М¶ЁЧ°ЦГЎЈґЛАдИґЅЧ¶ОСПЅыТЖ¶Ї№ЬµА»т¶ФЖдК©јУИОєОНвБ¦Ј¬ТФГвУ°ПмєёЅУЦКБїЎЈНкіЙИЫЅУІўР¶іэЙи±ёєуЈ¬Ри¶ФЅУїЪНв№ЫЅшРРПёЦВјмІйЎЈєПёсµДєё·мУ¦іКѕщФИЎўГА№ЫµД»·ЧґН№ЖрЈ¬ЖдёЯ¶ИУ¦ФЪ2ЦБ4єБГЧЦ®јдЈ¬їн¶ИїШЦЖФЪ4ЦБ8єБГЧ·¶О§ДЪЈ¬ОЮГчПФИ±ПЭ»тІ»ѕщПЦПуЈ¬И·±ЈБ¬ЅУАО№МЎўГЬ·вБјєГЎЈ