统计过程控制(SPC)是一种通过统计方法监控和控制生产流程的技术。
1、 质量特性分类型
2、 计量值指在指定范围内可取任意连续数值的变量。
3、 计量型数据是通过对一组对象中每个个体的某项特征进行测量,在连续尺度上记录其具体数值所得到的观测结果。
4、 计数值指只能取特定离散数值的属性,不可取其间值,主要分为计件型和计点型两类。
5、 计数型数据是通过对一组对象中每个个体是否具备某种特征进行观察,统计具有或不具有该特征的个体数量,或记录在个体、子组、特定区域或固定量内某特征出现频次所得到的数据。这类数据通常以整数形式呈现,反映离散事件的发生情况。
6、 控制图类型划分
7、 v计量控制图
8、 均值与极差控制图
9、 均值与标准差控制图
10、 单值移动极差图(X-MR)用于监控过程变异。
11、 v计数值控制图
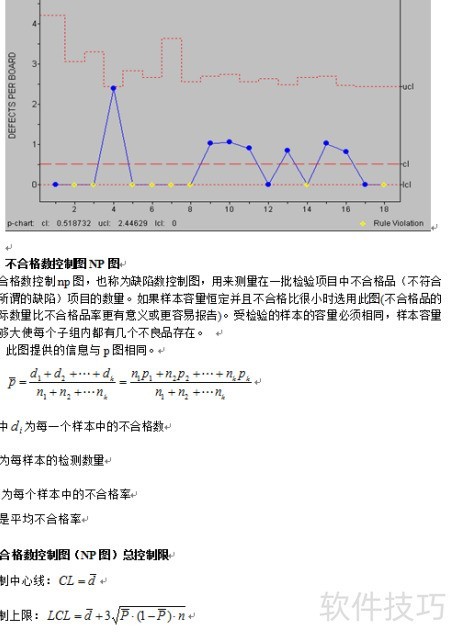
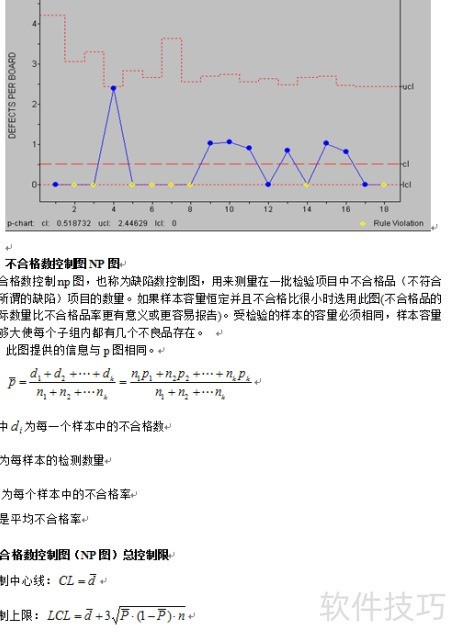
12、 p控制图用于监控不良率
13、 不良品数控制图
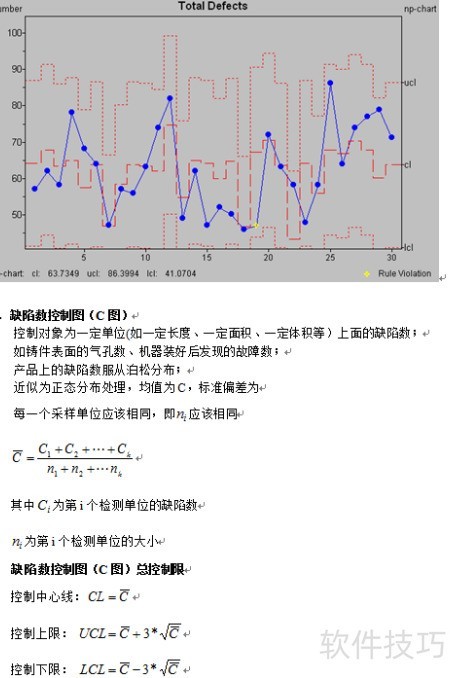
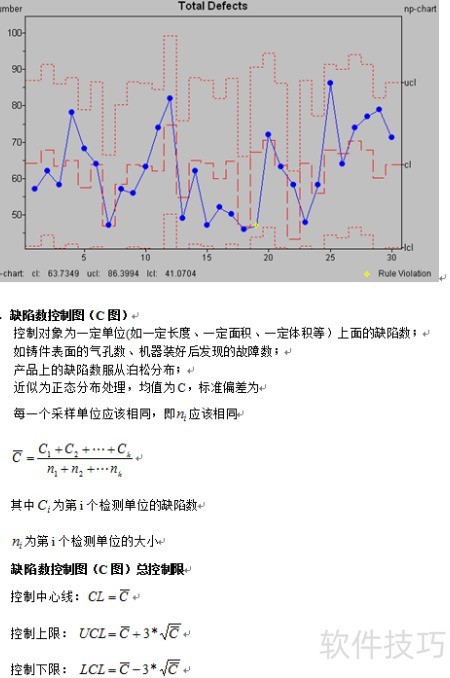
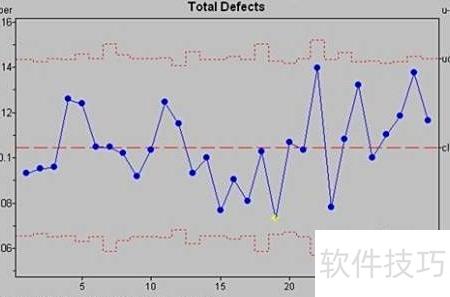
14、 缺陷数控制图
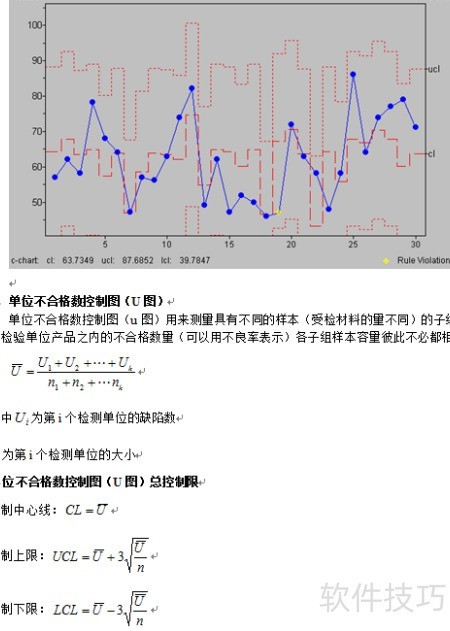
15、 单位缺陷数控制图
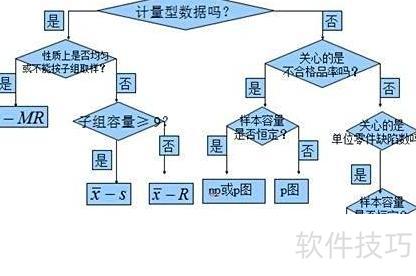
16、 选用适宜的控制图表
17、 计量控制图
18、 均值与极差控制图
19、 均值—极差控制图适用于计量型数据,通过定期采集小样本(即子组)来监控和分析过程。上图显示各子组的平均值(X-Bar图),下图展示各子组的极差(Range图),便于及时发现过程波动,确保生产稳定。
20、 特点:
21、 最常用、最基本的方法
22、 控制对象为连续测量值。
23、 适用于n小于等于9的情形
24、 均值图可监控数据分布中心位置的变动,反映过程集中趋势的变化情况。
25、 通过极差图可直观分析数据分布的离散程度,反映过程稳定性。
26、 均值控制图(X-Bar图)
27、 中心线调控
28、 上限控制
29、 把控底线
30、 极差图,用于监控数据波动范围。
31、 中心线控制:CL=
32、 上限调控
33、 掌控最低限度
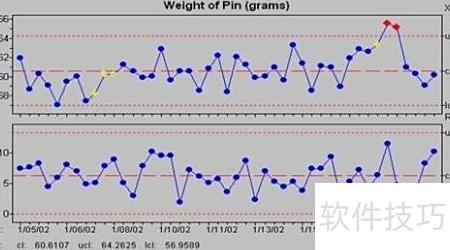
34、 均值与标准差控制图
35、 均值—标准差控制图用于监控计量型数据,通过定期采集小样本(即子组)来评估过程稳定性。上图显示各子组的均值,下图展示其标准差。标准差不仅反映数据波动情况,还用于计算控制图的上下控制限,帮助判断过程是否处于统计受控状态。
36、 通常在出现一种或多种特定情况时,采用S图替代R图。
37、 数据由计算机按预设时序自动记录或绘图,因s的计算程序易于集成。
38、 子组样本量较大时,应采用更有效的变差度量方法。
39、 容量大且计算便捷时使用。
40、 特点:
41、 控制对象为数值型数据。
42、 更精准
43、 均值图可直观反映数据分布中心位置的变动趋势,用于监控过程的集中性变化。
44、 通过标准差图可直观分析数据分布的离散程度与过程稳定性。