利用软件高效生成所需数据与报告。
1、 设定尺寸公差为10±0.2,开展R&R测量系统分析,并完成相应的MSA分析报告。
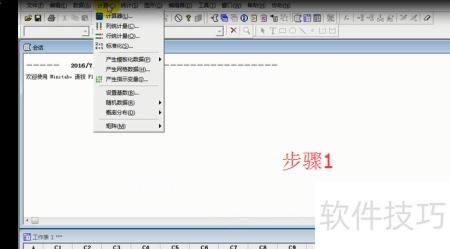
2、 双击桌面上的MINIBAB图标即可启动软件。
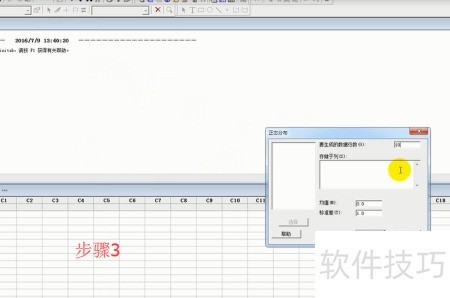
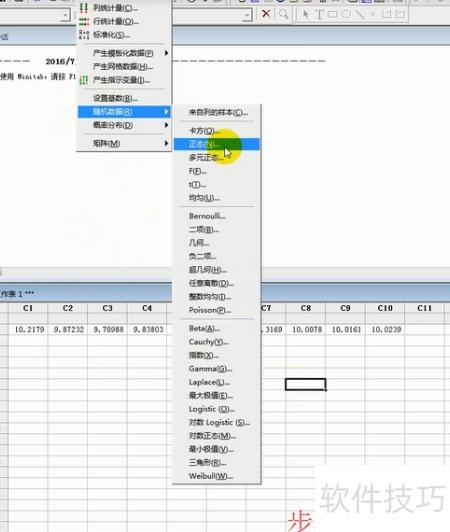
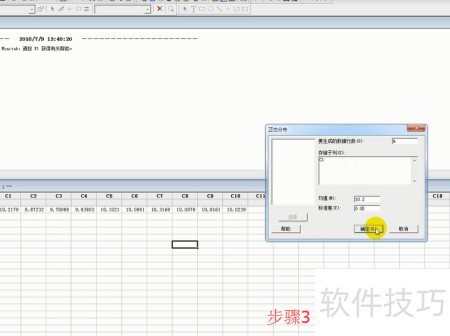
3、 在工具栏中选择计算,再依次点击随机分布和正态,弹出正态分布设置窗口。
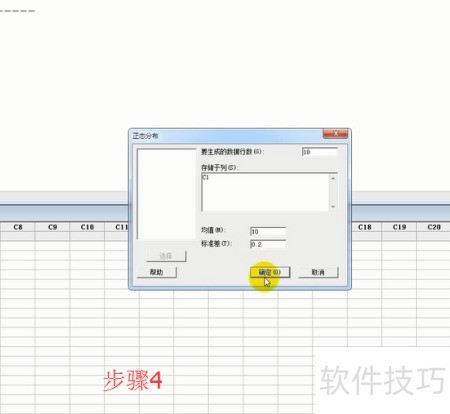
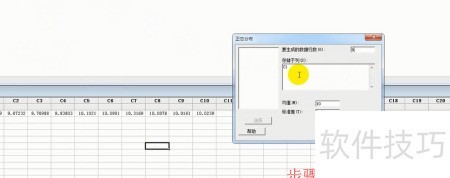
4、 在对话框中,要生成的数据行数(G)后输入10,储存于列(S)处填入C1,均值(M)设为10,标准差(T)设为0.2,最后点击确定按钮完成设置。
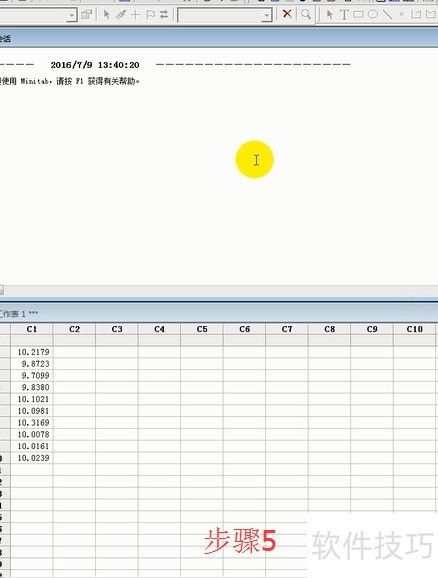
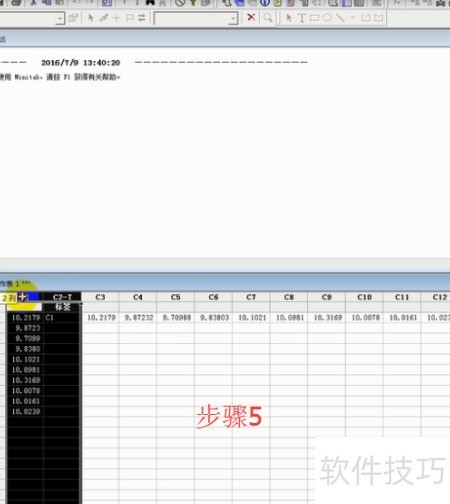
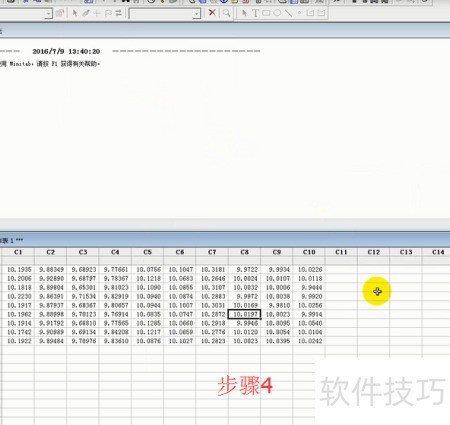
5、 在工作表C1列中生成10个数据。
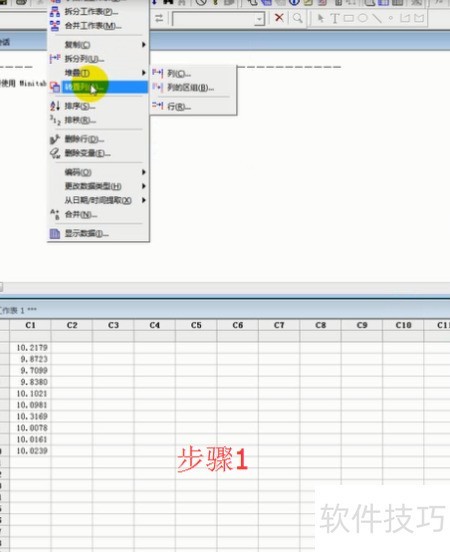
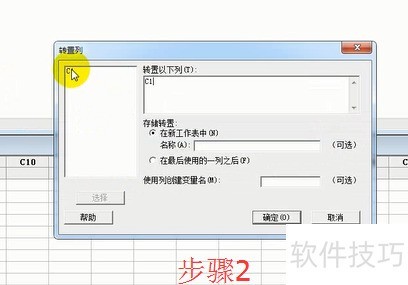
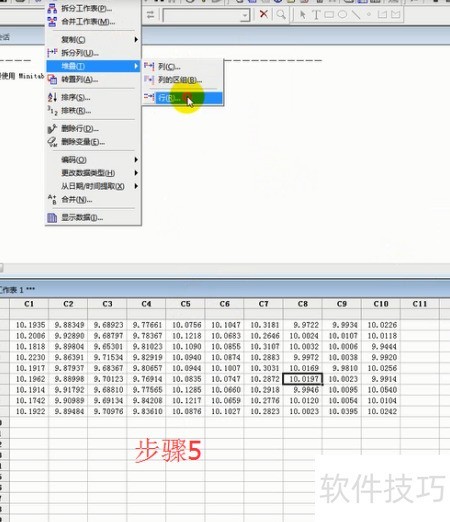
6、 在工具栏中选择数据,然后点击转置列(A),弹出相应对话框。
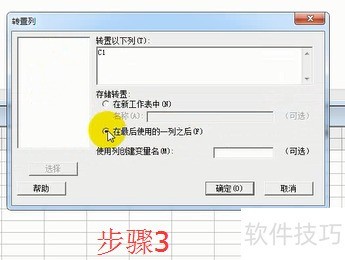
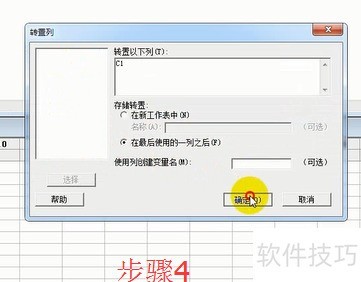
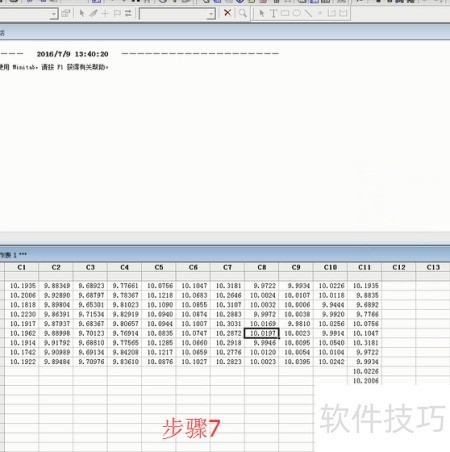
7、 双击C1,在转置以下列(T)的空白区域生成C1,选择在最后使用的一列之后(F),点击确定,工作表中随即生成从C3到C12的共10列数据。
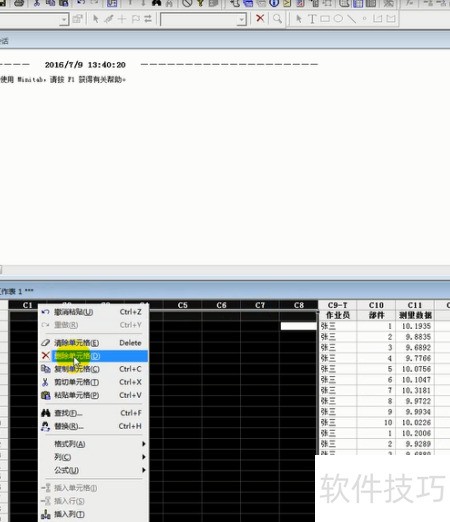
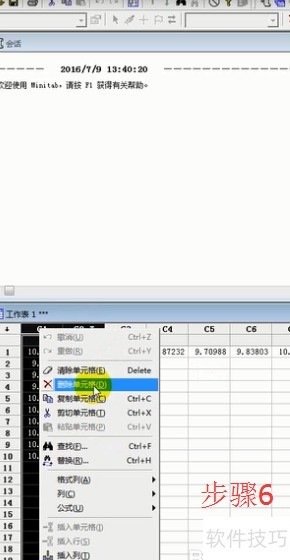
8、 选中CS和C2-T两列,右键选择删除单元格。
9、 在工具栏依次选择计算、随机分布、正态,弹出正态分布设置窗口。
10、 将要生成的数据行数(G)后的数值由10修改为9。
11、 依次修改C1至C10列的数据:首先,在储存于列(S)下方的输入框中选择C1,将均值(M)后面的数值更改为该列对应工作表中的实际数据,例如将10改为10.2,接着将标准差(T)后的0.2修改为0.02,完成后点击确定按钮。随后,再次进入设置,将储存于列(S)中的C1更改为C2,并将均值(M)处的数值更新为C2列对应的实际值,如9.87,同时保持标准差(T)为0.02,确认无误后点击确定。按照此操作流程,逐一对C3至C10各列进行相同设置,确保每一列的均值和标准差均根据对应工作表中的实际数据准确填写,最终完成全部列的数据修改。整个过程需逐一核对数值,确保输入正确无误。
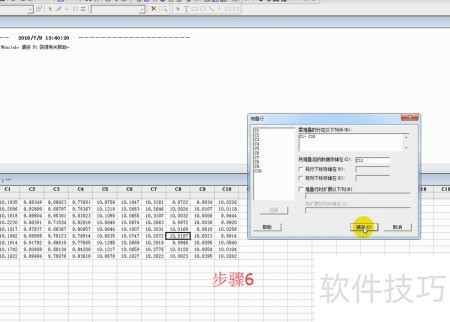
12、 在工具栏中依次选择数据、堆叠、行,弹出堆叠行对话框。
13、 在堆叠行对话框中,需堆叠的列处输入C1-C10,将堆叠数据存储于后填写C11,点击确定后,工作表的C11列将生成90个数据。
14、 在工作表中,于C9、C10、C11列下方依次填入作业员、部件、测量数据,并清除C9和C10列中的全部原有数据。
15、 在工作表的C9列,三名操作员各自连续输入30次数据;C10列循环输入1至10;完成后删除C1到C8列。
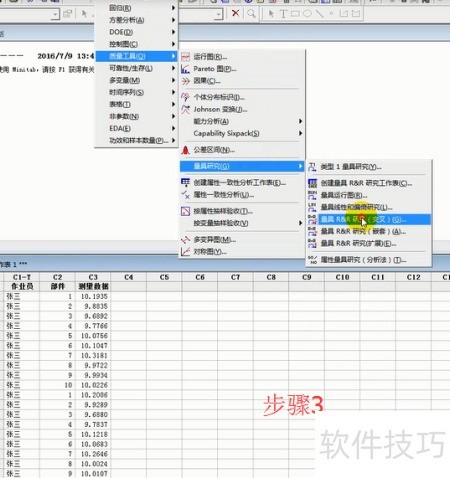
16、 在工具栏中,依次选择统计菜单下的质量工具,进入量具研究,点击量具R&R研究 交叉(G),系统将弹出对应的设置对话框。
17、 依次选择部件、作业员、测量数据,点击确定,即可生成分析图表。
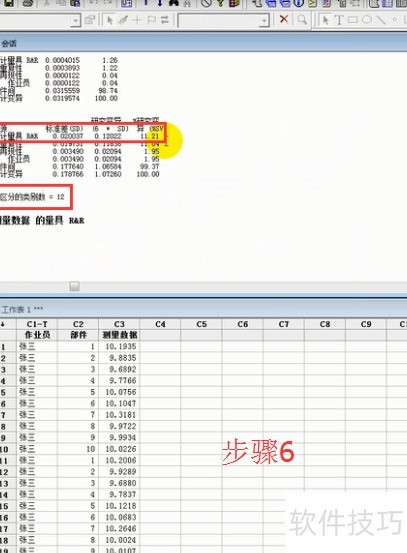
18、 在5.5对话框中,可区分类别数的数值需超过5才有效。
19、 研究变异下方的数值需小于30才有效。