海宝系统既可接收外部信号触发IO,也能利用内置快捷键启动。
1、 剪辑大师向导
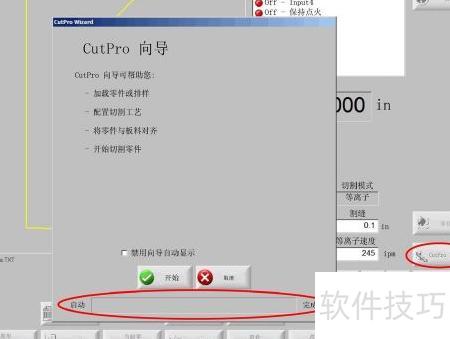
2、 CutPro向导能自动按序完成切割零件所需的各项设置。若系统中已存储零件、排样及切割工艺,使用该向导可显著简化切割流程,提升操作效率与准确性。
3、 CutPro 向导可协助您通过对齐向导实现零件与斜板的精准对齐,具体操作详情请参考排列零件章节内容。
4、 CutPro向导会自动在主界面启动,也可通过点击主界面上的CutPro向导软键手动开启。使用过程中,向导底部的进度条可实时显示当前操作的完成进度,便于用户掌握整体进展,确保每一步顺利进行。
5、 手动切割模式
6、 设置好切割模式、速度及割缝值后,于主窗口或手动窗口点击启动按钮开始切割零件。
7、 需切割的零件:
8、 确认切割模式与所选切割类型匹配,并检查割缝宽度和切割速度设置是否准确无误。
9、 按下前面板启动键或键盘F9键,即可按选定的切割模式开始切割操作。
10、 预览切割路径
11、 按下更改切割模式按键,直至窗口显示预演状态为止。
12、 按下启动键,切割装置将按预设速度沿切割路径行进,但不进行切割操作。
13、 在前面板按下停止键可结束切割,机器将减速并沿路径平稳停机;若切割中按停,系统将依程序逻辑自动撤销当前切割动作。
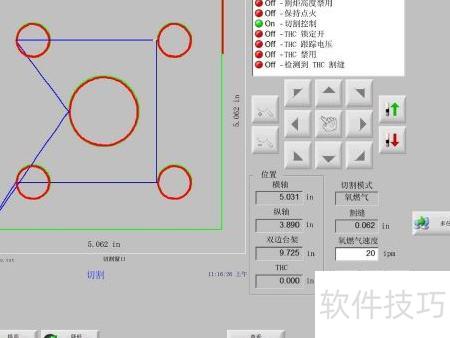
14、 切割过程中,监视窗口将实时显示零件信息,包括切割速度、轴位置及路径位置等参数。
15、 在板料查看模式下,CNC系统会自动调整屏幕滚动,使切割点始终居中显示,便于在正常加工过程中清晰观察和追踪切割轨迹。
16、 当切割设置中已输入准确的板料尺寸且设备完成回零操作后,查看板料功能将发挥重要作用。若在全屏放大状态下观察大型零件,因图形绘制速度跟不上视图移动,可能出现画面闪烁。适当缩小视图可有效缓解该问题,同时提升可视范围,便于整体观察。
17、 软键功能说明
18、 提速增效
19、 提升当前切割速度百分之三。
20、 降低速度
21、 降低当前切割速度3%。
22、 双击速度栏可直接输入新数值。
23、 切割零件时如需调整速度,先按一次回车键选中当前速度,输入新数值后再次按下回车键确认即可完成修改。
24、 重复排序
25、 当启用形状重复功能时,通过软键可查看重复的行列数量,其余部分将被裁剪。重复排列软键需与延长软键协同使用,而后者仅在切割初始阶段可用。
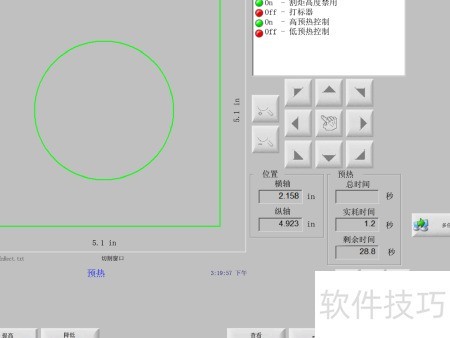
26、 延时定时装置
27、 切割延时计时器用于设定切割过程的时序逻辑,适用于屏幕中氧燃气与等离子切割类型的控制。在切割模式下,设备右下角会显示预设的延时参数。针对预热、穿孔等特定阶段,系统采用倒计时方式,实时展示设定时间与剩余时间。计时功能包含预热计时器,可精确显示预热时长、总时长、已运行时间和剩余时间,精度达0.1秒,确保切割流程精准可控。
28、 切割感测输入触发后,预热延时结束,该时刻即作为下一次切割的预热时间基准。

29、 系统将显示三个软键,用于调整正在进行的预热过程,各按键对应不同操作功能。
30、 延长
31、 延长预热计时,直至通过立即设置或放弃按键结束。
32、 马上配置
33、 终止选定的延时计时器,保存新设定时间。通过立即设置和延长按键可调整预设的预热时长。
34、 放弃
35、 停止选定的延时计时器,原设定时间保持不变。