利用Minitab15进行测量系统分析中的R&R研究。
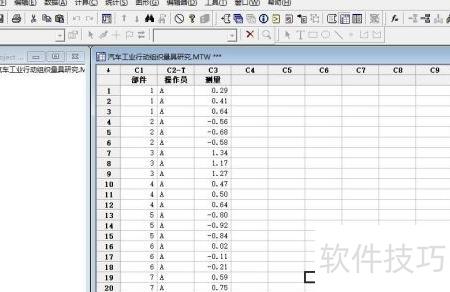
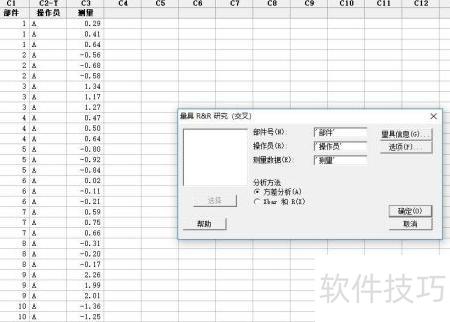
1、 进行R&R研究需三人参与,每人对十个零件各测量三次,共获得九十组数据。使用minitab软件时,依次输入三类信息:零件编号、操作员名称或编号,以及每次的测量值,务必确保数据准确无误且相互对应,避免录入错误影响分析结果。
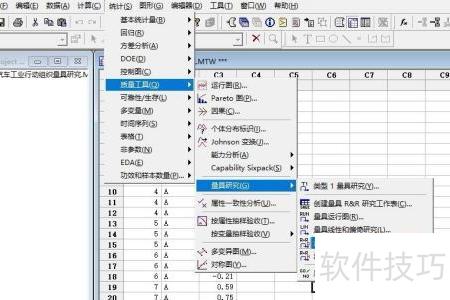
2、 进入统计菜单,选择质量工具,再依次点击量具研究和量具R&R研究(交叉)。
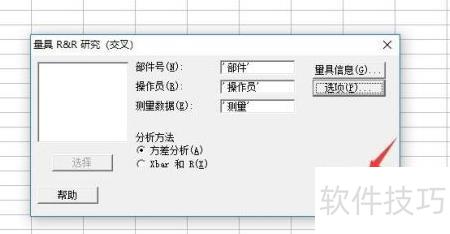
3、 在弹出的对话框里,部件号选部件,操作员选操作员,测量数据选测量,并勾选方差分析作为分析方法。
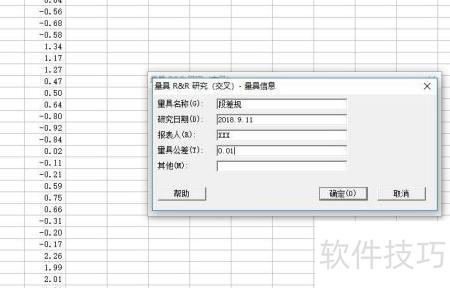
4、 点击量具信息,填写量具详情及研究时间,确认后返回上一级对话框。
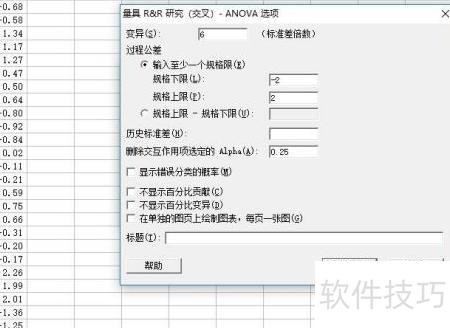
5、 进入选项设置,于规格线处填入产品公差数值,确认后返回上层对话框,再次点击确定执行R&R分析。
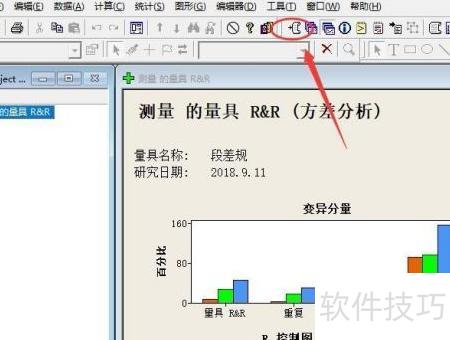
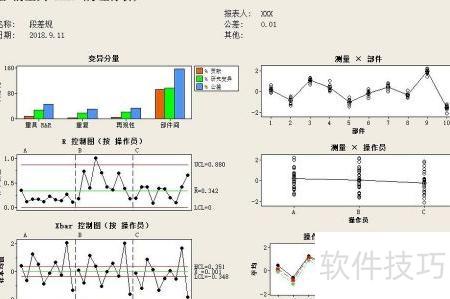
6、 控制图解读:前三个柱状图应尽可能短,最后一个则越长越好;R控制图显示过程稳定受控;Xbar控制图中各点宜落在控制限外;三个属性的交互作用要求各图形趋势保持一致,以体现协调性与规律性。
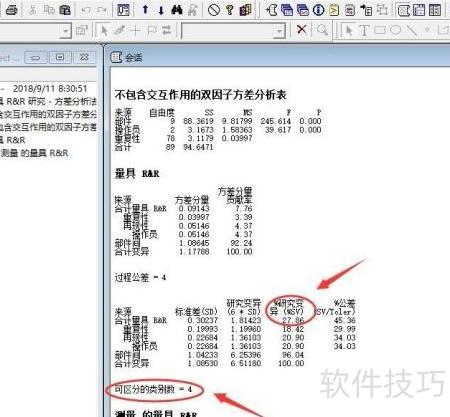
7、 打开菜单栏中的显示会话文件夹,重点关注两个指标:一是合计量具 R&R对应的研究变异百分比(%SV),二是可区分的类别数。对于第一个指标,若结果不超过10%,则测量系统可接受;若在10%至30%之间,需评估使用条件,并持续优化,如加强操作员培训或改进夹具;超过30%则判定为不可用,必须整改。第二个指标要求至少达到5,若低于此值,说明测量系统分辨能力不足,可能需要更换更高精度的测量设备以满足实际需求。