钣金展开计算方法对制作至关重要,直接影响产品品质,雄关机械专注专业钣金加工。
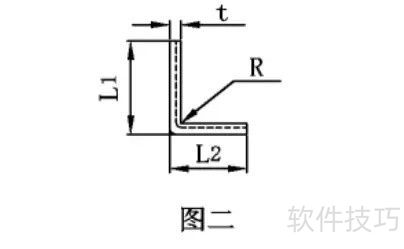
1、 90°折弯(普通折弯)二所示。因雄关机械的折弯上模尖角通常小于0.5,折弯内圆弧R可视为固定值,故折弯拉伸系数主要由下模槽宽V与材料厚度t决定。展开长度计算公式为(1):
2、 L=L1+L2-2t+系数a………(1)
3、 折弯系数a的计算公式如(2)所示。
4、 其中:V表示下模槽宽,t表示材料厚度。
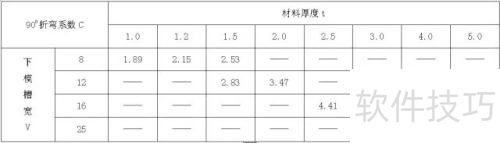
5、 为便于计算,将展开长度公式简化为(3):
6、 L等于L1加L2减去系数C……(3)
7、 简化系数C的计算公式为(2t-系数a),具体数值参见下表。
8、 多次弯折后,展开长度的计算公式为(4):
9、 其中,n为折弯次数。
10、 反折压平(双折边)三所示。双折边是两层钢板叠加折弯的结构,常用于增强强度,因此在2.0mm以上厚板中很少见到压死边。这种工艺需使用专用折弯模具,并分多道工序才能完成成形。
11、 双折边展开长度计算公式为(5):
12、 公式为:L=L1+L2-系数C……………………(5)
13、 系数C的经验值所示。

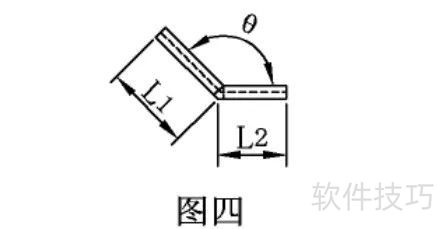
14、 雄关机械常用的钝角折边为135度或150度(四),展开长度计算公式为(6)。
15、 L等于L1加上L2再减去系数C……(6)
16、 系数C的经验值所示。