
法兰盘为常见机械零件,背面已加工完毕,此处重点介绍正面带台的一侧。加工时先用数控车床车削内孔。
1、 这是最常用的格式:G99。
2、 将工件右端作为定位基准。
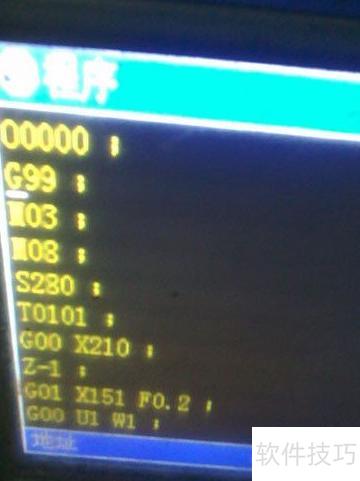
3、 G01 X151 f0.2 表示端面车削加工。
4、 车外随后播报
5、 快速移动至工件外圆,X坐标200,进给速度0.2。
6、 X196.8 Z-2 F0.1,执行倒角加工操作。
7、 快速移动至X153、Z0位置,接触端面。
8、 快速移动至X115,进给速度0.15,加工凸台。
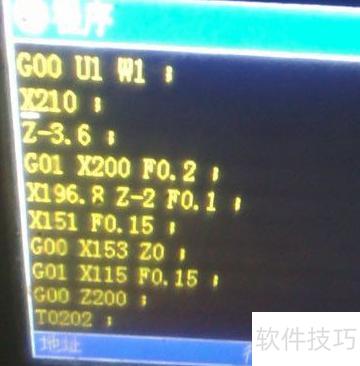
9、 T0202为精车刀,凸台尺寸有公差要求。
10、 快速移动至X148.5、Z2位置进行定位。
11、 X149.9Z-0.75 表示倒角加工位置。
12、 Z-2.1为车台外圆的长度。

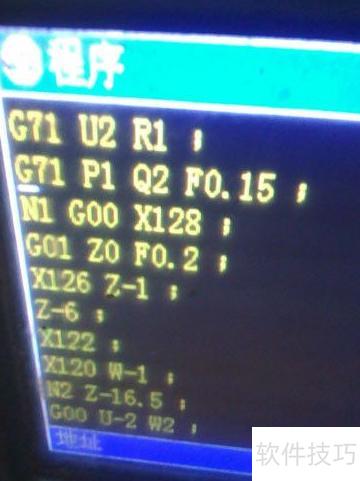
13、 G71车内台孔适用于处理复杂部位,最为合适。
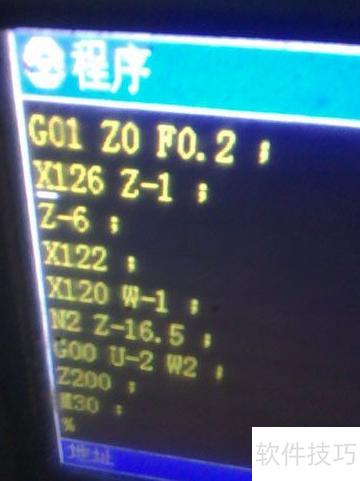
14、 过程从N1到N2,一目了然。
15、 程序结束,返回M30。
16、 加工完成的法兰盘实物。



